Hammer Prep
The following is from a Sacramento Valley PTG chapter technical presented by Dale Fox RPT. |
|
|
|
|
| While not shown, the first step is to run one side of all
hammers through a table saw to trim the width of the hammer to 10.5mm or
10.6mm. Maybe wider for Yamaha.
The remaining order of hammer prep is as follows: |
|
|
|
|
This is a picture of the Renner Hammer Boring Jig, probably one of the best available to our trade. You can see the graduation marks on the right side which are used to duplicate the hammer bore angles. |
|
|
|
|
Another picture showing a hammer being bored. The spring loaded lever holds the hammer in place. |
|
|
|
|
This is a jig used to trim the length of the tail using a table saw. |
|
|
|
|
This shows how the hammer is positioned in the jig. |
|
|
|
|
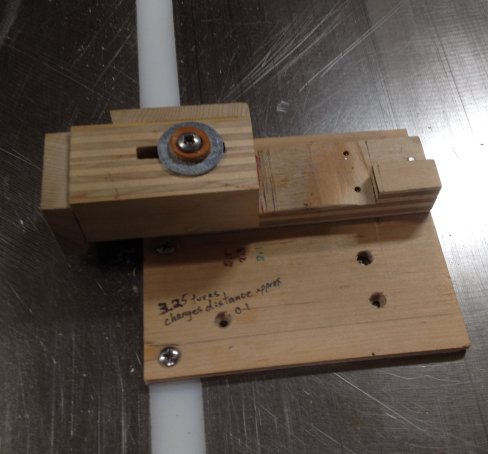
This is an image of the Spurlock hammer tapering jig available from Pianotek Supply. Both sides of the hammer are equally tapered so as to gradually narrow from top of hammer to the tail. |
|
|
|
|
Another shot of the tapering jig in action. Tapering may be somewhat limited in the bass and low tenor due to hammer bore angles. |
|
|
|
|
This picture shows the hammer coving jig. The tail of the hammer clips into the grouping of 3 pins and molding is supported by the 4th pin. |
|
|
|
|
The forstner bit is just about to cut the cove. |
|
|
|
|
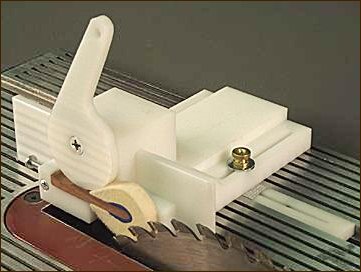
This shows the Spurlock tail sweeping jig also available at Pianotek Supply. |
|
|
|
|
The jig pivots on a pin and we use a rotational motion to sand the sweep of the tail. It takes a couple of passes to cut the sweep. |
|
|
|
|
This image shows a hammer cove and swept tail. |
|
|
|
|
This image demonstrates a tapered treble hammer. |
|
|
|
|
| That's it for now.... | |
|
|
|